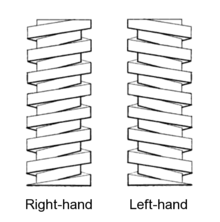
Le pas de vis, correspond à la distance relative parcourue en translation par une vis par rapport à son écrou lors d'un tour complet. Par exemple, une vis avec un pas de 1,25 avancera de 1,25 mm lors de la rotation d'un tour pour un pas métrique.
Le terme « pas de vis » est souvent utilisé à tort pour désigner les filets (définis ci-dessous).
Filet
Un filet est une structure hélicoïdale utilisée pour la transformation rotation/translation. Cette structure peut se trouver enroulée autour d'un cylindre plein (tige filetée, par exemple une vis) ou creux (trou taraudé, par exemple un écrou). Le pas de vis mesure la distance entre une forme de la structure et sa plus proche répétition trouvée par translation selon l'axe du cylindre.
Dans un système vis-écrou, selon la valeur du pas de vis, le diamètre du cylindre et le coefficient de frottement des matériaux utilisés,
soit la rotation seule peut entraîner la translation (vis d'assemblage)
soit la translation seule peut entraîner la rotation (manche de tournevis « automatique »)
soit le système est réversible
Le choix du pas de vis (ainsi que des autres paramètres) dépend donc de l'utilisation envisagée. Le plus grand nombre des applications se trouve dans la première catégorie (la rotation produit la translation, de manière irréversible)
Le filetage peut se rencontrer également sur des cônes ou tronc de cône. Ils ne sont généralement employés que dans une zone d'engagement d'une pièce filetée sur cylindre (vis à bois, à tôle.)
Différents types de pas de vis
Fabrication
Un pas de vis s'obtient par usinage d'un filet, soit sur la surface externe (filetage externe) d'un cylindre ou sur la face interne d'un alésage (taraudage). Les moyens utilisés sont :
la filière manuelle ou électrique
le taraud
le tour (machine-outil), fonction filetage externe ou interne à l'outil
les machines automatiques pour la production en série
Type de filet
Il existe plusieurs types de filetage. Le choix se fait en fonction de plusieurs critères :
-
– fabrication ;
-
– résistance ;
-
– encombrement.
Filet unifié UNF
Le filet unifié est à la base un filet dont le pas a une valeur impériale (en pouces). On dit par exemple 1/2-13 pour un filet dont le pas vaut 1/13 de pouce par révolution et dont le diamètre de l'arbre fileté vaut 1/2 pouce.
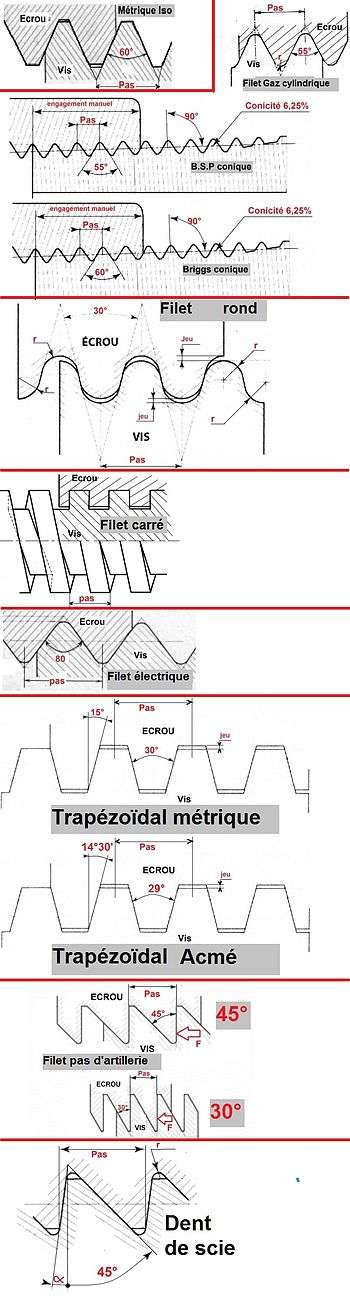
Filet métrique ISO
Le profil isométrique est le plus facile à fabriquer.
Filet métrique trapézoïdal
Le profil trapézoïdal est utilisé pour la transmission d'efforts importants et précis. On distingue deux sortes de filets trapézoïdaux :
Le pas métrique avec des flancs formant un angle de 30°,
Le système Acmé dont le pas est exprimé en pouces avec des flancs formant un angle de 29°.
Filet carré
Le filet carré n’est pas normalisé mais très employé pour remplacer le filet trapézoïdal, car moins onéreux à réaliser couramment utilisé dans les vis de commande de machines outils ou outillage simples comme les étaux, pressoirs, etc.
Filet rond
Le profil rond est utilisé pour sa résistance, et en particulier sa résistance aux chocs. Il est utilisé dans le domaine ferroviaire (attelage de wagons).
Filet gaz
Le pas est exprimé en nombre de filets par pouce, il est plus couramment appelé filetage gaz et son utilisation est quasiment générale en tuyauterie et robinetterie.
Il peut être sans étanchéité : partie filetée cylindrique
Avec étanchéité : là le filetage est conique et l’étanchéité se produit au serrage filets males contre filets femelles. On distingue deux systèmes : Système B.S.P conique (British Standard Pipe) utilisant le système Whitworth (pas du gaz) avec un profil de filet à 55° et une conicité de 6,25 % Système N.P.T conique (National Pipe Thread ou Briggs), filetage au standard américain (variante du système Sellers), avec un profil de filet à 60° et une conicité de 6,25 %.
Système B.S.P conique (British Standard Pipe) utilisant le système Whitworth (pas du gaz) avec un profil de filet à 55° et une conicité de 6,25 %
Système N.P.T conique (National Pipe Thread ou Briggs), filetage au standard américain (variante du système Sellers), avec un profil de filet à 60° et une conicité de 6,25 %.
Filet Lustrerie
Fille de la lumière au gaz, en France et en Europe, la lustrerie électrique a continué longtemps d'utiliser d'anciens filetages très proches de ceux du gaz ; les premières applications de la lumière électrique s'étant souvent faites par adaptation sur des mécanismes lumière à gaz antérieurs ; les deux sources d'éclairage ayant cohabité de la fin du XIX au début du XX siècle.
Différents filetages des tubes pour lustrerie et luminaires :
Pas des Petits Becs Fer : ∅ ext 7 mm - 28 filets au pouce (~0.90)
Pas des Becs Fer : ∅ ext 8 mm - 28 filets au pouce (~0.90)
Pas des Becs Cuivre : ∅ ext 10,85 mm - 19 filets au pouce (1.33) (surnommé parfois "onze", "filetage français" )
Pas de Rouen : ∅ ext ~13,3 mm - 19 filets au pouce - très proche du 1/4 G, quelque 1/10 en plus, mais compatibles grâce aux tolérances
Pas de Paris : ∅ ext = 16,85 mm - 19 filets au pouce - très proche du 3/8 G, quelque 1/10 en plus, mais compatibles grâce aux tolérances
1/4 Gaz (∅ ext 13,15 mm - 19 filets au pouce - 1.33)
3/8 Gaz (∅ ext 16,66 mm - 19 filets au pouce - 1.33)
7-100
8-100
10-100
13-100
1/8 IPS (∅ ext 10,29 mm - 27 filets au pouces - 0.94)
1/16 IPS
Il existe des adaptateurs d'un standard vers l'autre
Sur la lustrerie lourde, on utilise les filetages des gros tubes.
Il s'agit ici des filetages (encore) utilisés en France durant la période XIX ‑ XX siècle, mais ailleurs on utilise des filetages d'autres systèmes : En Angleterre par exemple : 1/2"-26 TPI : BSB - British Standard Brass) Aux USA : NPT, IPS (iron pipe size)
Filet électrique
Filetage pour le raccord de tubes électriques, angle du filet 80° et pas du vis en millimètre (1 pouce/Nb de filets).
Filet d’artillerie
Utilisé pour des pièces devant subir des chocs violents et répétés, comme filetage interrompu des culasse de pièces d’artillerie, les filetage anti-recul des volets équipant les concasseurs ou filetage sur certaines vannes très haute pression.
Filet en dents de scie
Le profil en dents de scie assure une bonne étanchéité, est utilisé sur les tubes minces, la robinetterie en matière synthétique (vanne sur cuve, fermeture étanché de flacon en téflon, etc )
Représentations
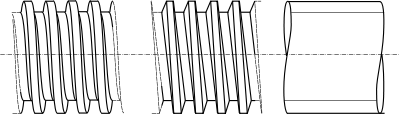
Représentations de profil d'un filetage trapézoïdal :
réaliste (gauche) __________ simplifiée (centre), _________ normalisée (droite)
Le filet est un usinage présentant des arêtes. Ces arêtes ont une forme hélicoïdale, si l'on veut faire une représentation « réaliste », il faut donc se poser la question de la représentation de l'hélice.
Dans le cas simple d'une vue de profil sans perspective, l'hélice se projette comme une sinusoïde. On remplace fréquemment la sinusoïde par des traits droits obliques. Les autres points de vue donnent des courbes plus complexes.
En dessin technique, on ne représente en général pas le filetage, mais on le schématise par un trait fin continu pour le fond des filets, voir Tige filetée > Représentation en dessin industriel.
Contrôle

jauges à pas de vis
Des jauges existent et sont très utiles pour déterminer tous les pas de vis normalisés et servent de gabarit lors de l’affûtage des outils.
Type de raccords
Raccord BSP
JIC
NPT
Articles connexes
Usinage
Filetage externe
Taraudage
 词典释义:
词典释义:
 纹加
纹加 ,
,  纹:
纹: 距
距 纹加
纹加 :~à droite
:~à droite

 纹加
纹加
 纹; 穿线; 攻丝; 套扣;
纹; 穿线; 攻丝; 套扣;  纹加
纹加 ;
;  纹; 切
纹; 切 纹
纹 纹
纹 风铣
风铣 纹
纹 纹
纹 纹磨削
纹磨削 [
[ ]
] 纹
纹 ]
] 纹
纹 纹量规
纹量规 纹导程
纹导程 纹
纹 纹
纹


 纹加
纹加 润滑油
润滑油 纹中间接头
纹中间接头 风
风 纹铣刀头
纹铣刀头